
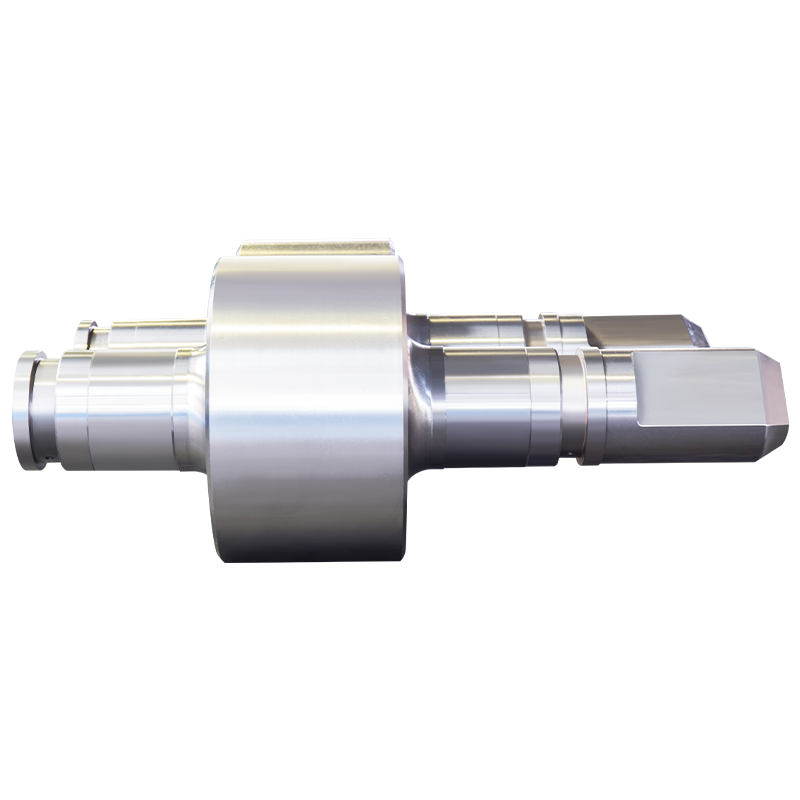
Prvotní posouzení an válečky z legované oceli začíná důkladným vizuálním a rozměrovým vyšetřením. Tento základní krok identifikuje povrchové vady a zajišťuje, že role splňuje přesné fyzikální specifikace před pokročilejším testováním. Inspektoři pečlivě prozkoumají celý povrch válce, včetně hlavně a hrdla, zda nevykazují známky nepravidelností odlévání, jako jsou pískové inkluze, poréznost plynu, struskové skvrny, studené uzávěry nebo praskliny. Přítomnost takových defektů, i když jsou povrchové, může působit jako koncentrátory napětí a vést ke katastrofálnímu selhání při valivém zatížení. Současně jsou kritické rozměry ověřovány pomocí přesných přístrojů, jako jsou mikrometry, posuvná měřítka a laserové skenery. Průměr válce, délka, průměry hrdla a soustřednost jsou kontrolovány podle tolerancí výrobního výkresu. Jakákoli odchylka, zejména házení nebo kuželovitost, může způsobit vibrace během provozu frézy, což vede ke špatné kvalitě produktu a zrychlenému opotřebení ložisek.
Vnitřní kvalita válce z legované oceli na lití je určena jeho chemickým složením a vnitřní mikrostrukturou, které přímo ovlivňují jeho tvrdost, pevnost, houževnatost a odolnost proti opotřebení. Tato analýza potvrzuje, že role je vyrobena ze správné třídy materiálu a byla řádně tepelně zpracována.
Provádí se spektroskopická analýza, často pomocí optické emisní spektrometrie (OES), k ověření procenta všech klíčových legujících prvků. Typická kontrola zahrnuje:
Výsledky musí přesně odpovídat specifikovanému rozsahu jakosti, protože i malé odchylky mohou významně změnit výkon.
Vzorek z role (často z vyřazeného konce nebo speciálně odlitého kuponu) se připraví, vyleští, vyleptá a prozkoumá pod mikroskopem. To odhalí mikrostrukturu. Pro válec z vysoce kvalitní legované oceli na lití je požadovanou strukturou typicky temperovaná martenzitová nebo bainitová matrice s rovnoměrnou disperzí jemných, tvrdých karbidů. Hodnotitelé hledají:
Tato fáze kvantifikuje výkonnostní charakteristiky válce za simulovaných provozních podmínek. Testování se provádí na vzorcích obrobených z těla válce nebo připojených zkušebních bloků odlitých ze stejného tepla.
Tvrdost je nejčastěji kontrolovaná vlastnost udávající odolnost proti opotřebení. Měří se přes čelo válce a hloubku pomocí standardizovaných metod:
| Měřítko | Typický rozsah pro role z lité oceli | Účel měření |
| Shoreho skleroskop (HS) | 60 - 85 HS | Běžná specifikace povrchu, nedestruktivní. |
| Brinell (HBW) | 400 - 650 HBW | Standard pro certifikaci materiálu. |
Konzistentní profil tvrdosti po celé délce hlavně a od povrchu k jádru (v rámci specifikovaných limitů) je nezbytný pro zajištění rovnoměrného opotřebení a zabránění odlupování.
NDT je rozhodující pro detekci vnitřních vad bez poškození role. Ultrazvukové testování (UT) je primární metodou, při které jsou vysokofrekvenční zvukové vlny přenášeny do role. Na obrazovce se zobrazují odrazy od vnitřních diskontinuit, jako jsou smršťovací dutiny, horké trhliny nebo nestavené zóny. Zkušený technik zmapuje umístění, velikost a orientaci jakékoli vady. Přijetí nebo odmítnutí je založeno na předem definovaných kritériích týkajících se velikosti defektu, umístění (např. podpovrchové vs. hluboké jádro) a jeho blízkosti ke kritickým napěťovým oblastem, jako je zaoblení krku. Jiné metody NDT, jako je Magnetic Particle Inspection (MPI), mohou být použity na povrchových plochách k odhalení jemných trhlin.
U válců, které jsou již v provozu, se hodnocení kvality posouvá z laboratorních testů na metriky provozního výkonu. Tato data z reálného světa jsou neocenitelná pro ověření počáteční kvality a vodítko pro budoucí nákupy. Klíčové ukazatele výkonu (KPI) jsou pečlivě sledovány pro každou sadu válců, včetně celkové tonáže válcované před nutností přebroušení, počtu cyklů přebroušení dosažených během její životnosti a důvodů pro konečné vyřazení z provozu (např. Konzistentní a vynikající výkon v rámci více kampaní od konkrétního výrobce nebo taveniny je silným ukazatelem vysoké a konzistentní kvality. Tato data jsou často sestavována do pasu nebo protokolu role, čímž se vytváří komplexní historie životnosti, která informuje o plánech údržby a výběru rolí pro různé stolice.
Posuzování kvality role přesahuje fyzický produkt ke schopnosti a spolehlivosti výrobce. Komplexní dodavatelský audit hodnotí celý výrobní proces. To zahrnuje kontrolu jejich certifikací systému managementu kvality (např. ISO 9001), kontrolu slévárenských postupů, řízení procesu tavení, zařízení pro tepelné zpracování a obráběcí schopnosti. Přezkoumání certifikátů o zkouškách dodavatele (Material Test Certificates nebo Mill Certificates) na chemické a mechanické vlastnosti je povinné. Renomovaný dodavatel poskytuje plnou sledovatelnost od čísla tepla taveniny až po hotovou roli. Navázání partnerství s technicky zdatným dodavatelem, který provádí přísné průběžné kontroly, je často nejúčinnější dlouhodobou strategií pro zajištění konzistentní kvality rolí.
Copyright © Huzhou Zhonghang Roll Co., Ltd. All Rights Reserved.


 中文简体
中文简体 pro tyčový mlýn")
 pro pracovní válec pro práci s pásy za tepla")
 pro barový mlýn")
 pro válcovnu sekcí")
 pro hrubovací mlýn")
 pro střední mlýn")
 pro dokončovací frézu")
 pro předfinišovací stojan")